12-40kW
6-60kW
1.5-20kW
3-12kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
Máquina de corte por láser de fibra óptica todo en uno
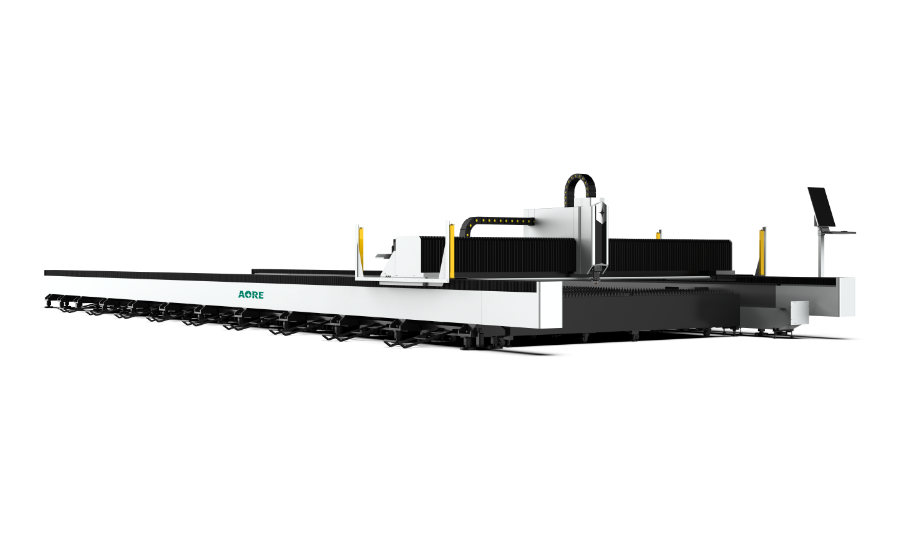
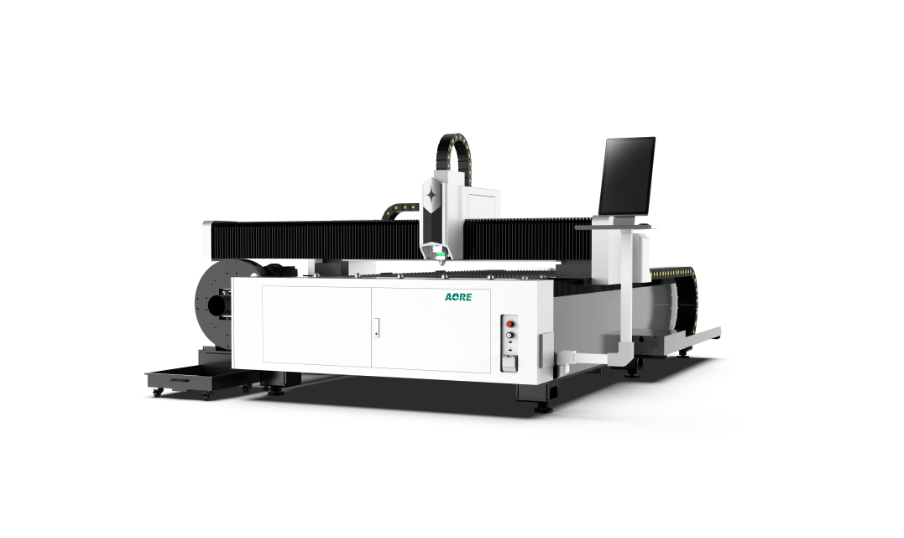
Máquina de corte por láser de fibra de láminas con riel de tierra
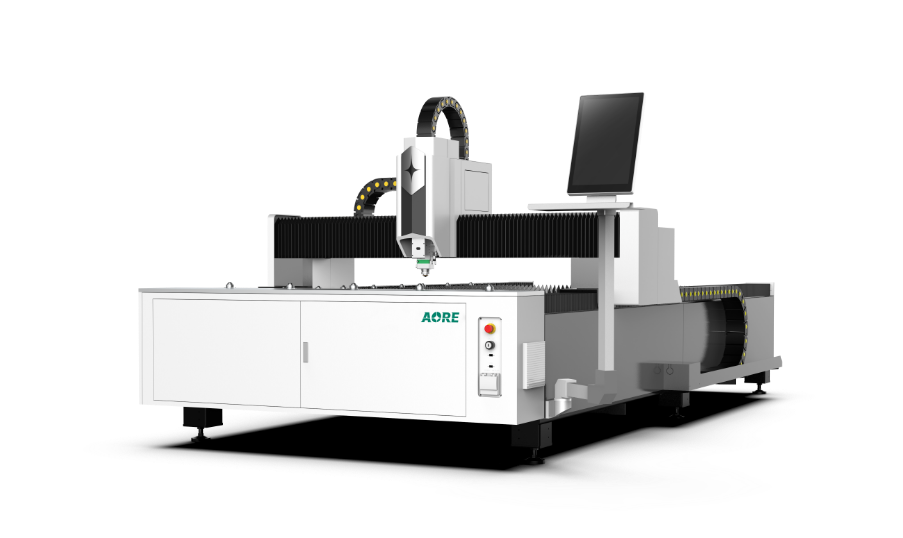
Máquina de corte láser de placas de plataforma única
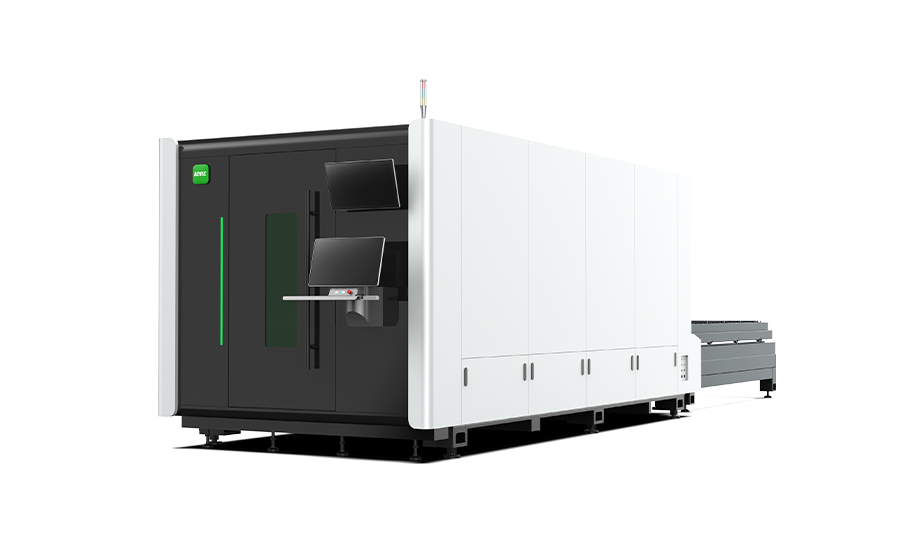
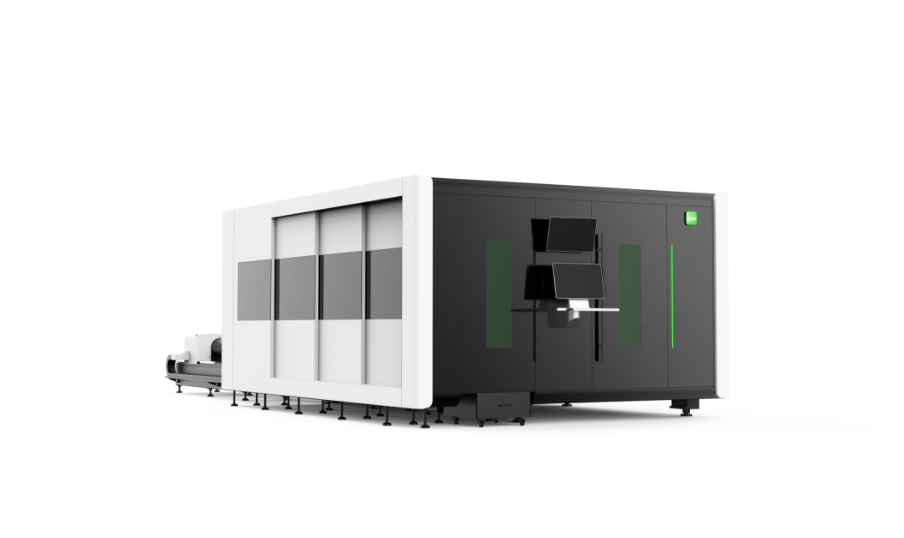
Máquina de corte láser de láminas de alta velocidad y protección total
Máquina de corte por láser de fibra de alta velocidad para láminas
Máquina de corte por láser de chapa de alta potencia
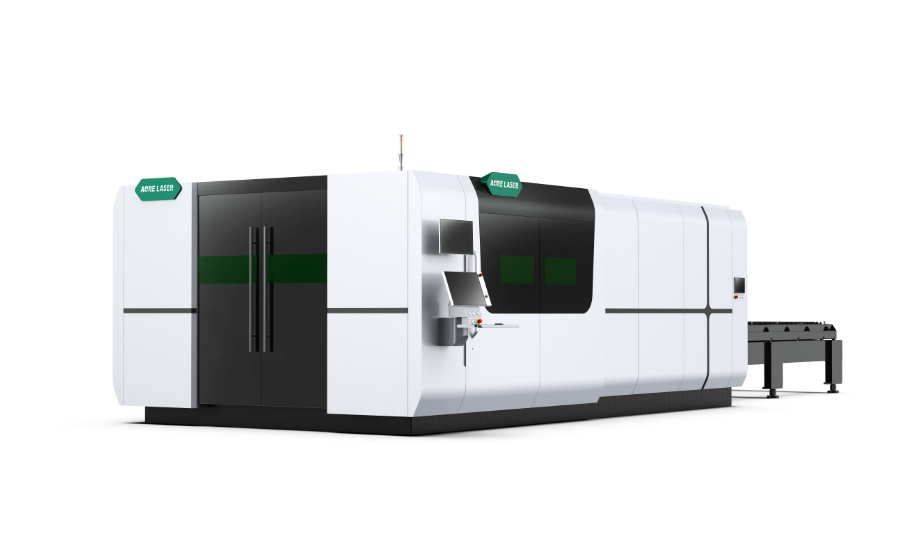
Máquina de corte en bisel por láser de fibra con protección total
Máquina de corte láser de precisión para chapa metálica
6-12KW
6-20kW
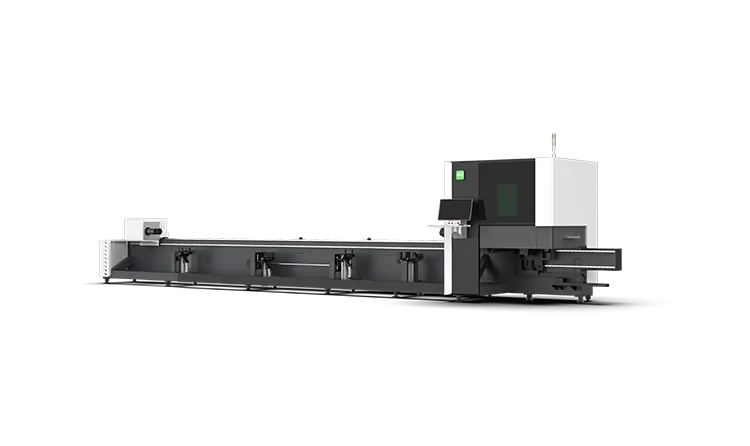
Máquina de corte láser de tubos de alta velocidad con biselado 3D
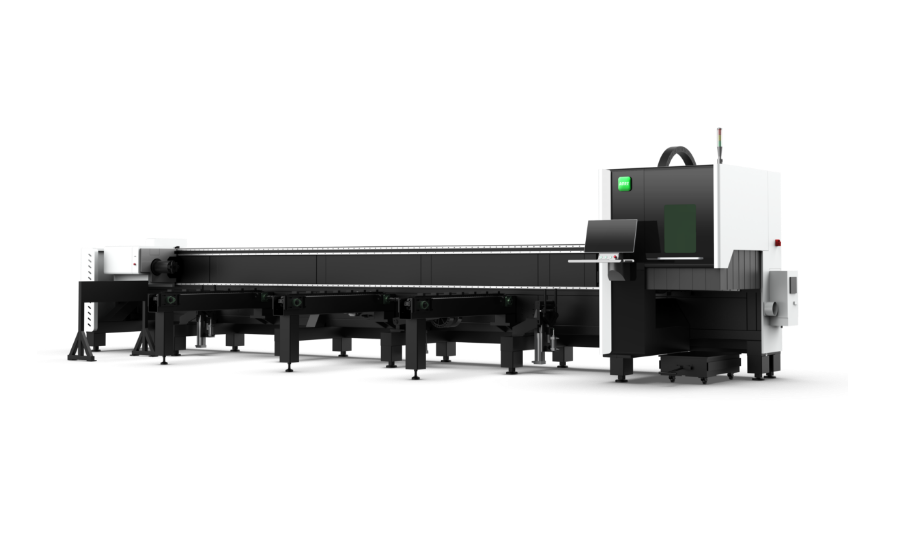
Máquina de corte láser de tubos de alta velocidad
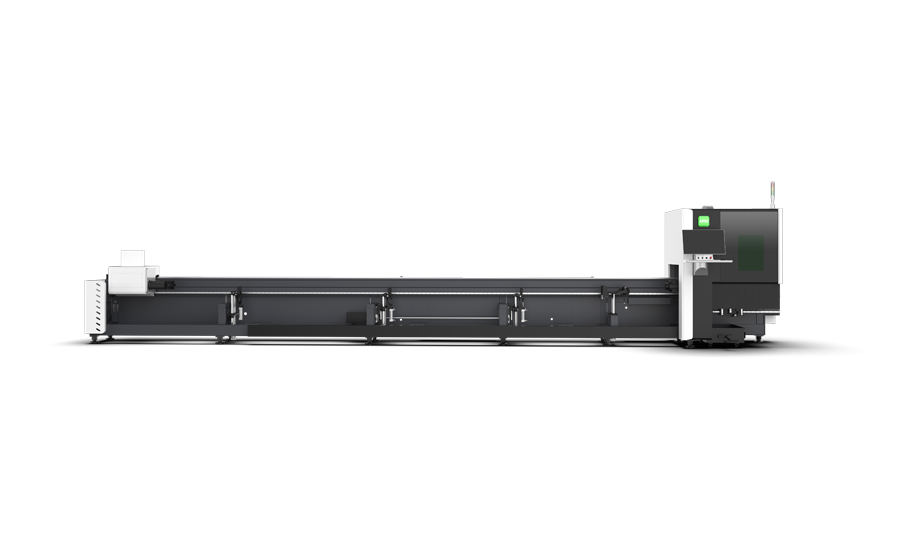
Máquina cortadora de tubos por láser de alta eficiencia
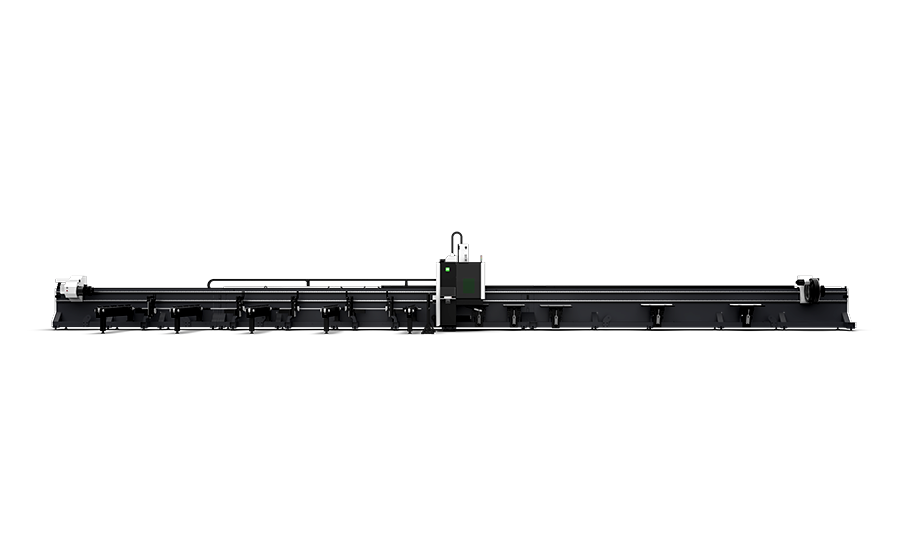
Máquina de corte láser de tubos de alta resistencia de tres mandriles
Máquina de corte por láser de fibra de tubo de tres mandriles
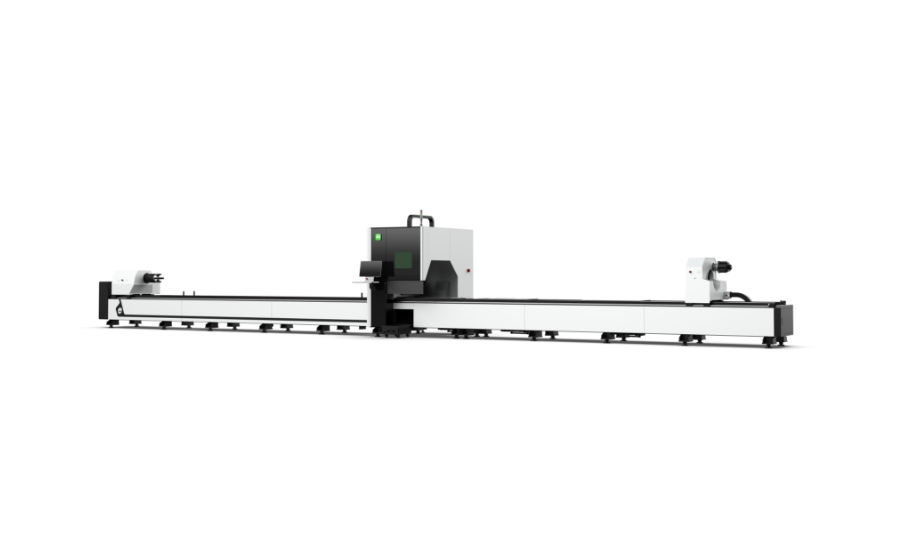
Máquina de corte por láser de fibra de cuatro mandriles para tubos de alta resistencia
Máquina de corte por láser de fibra para tubos de alta velocidad
1.5-6kW
Máquina de corte por láser de fibra de doble plataforma para láminas y tubos
Máquina de corte por láser de fibra de alta eficiencia para láminas y tubos
Máquina de corte láser de fibra óptica de cinco ejes 3D
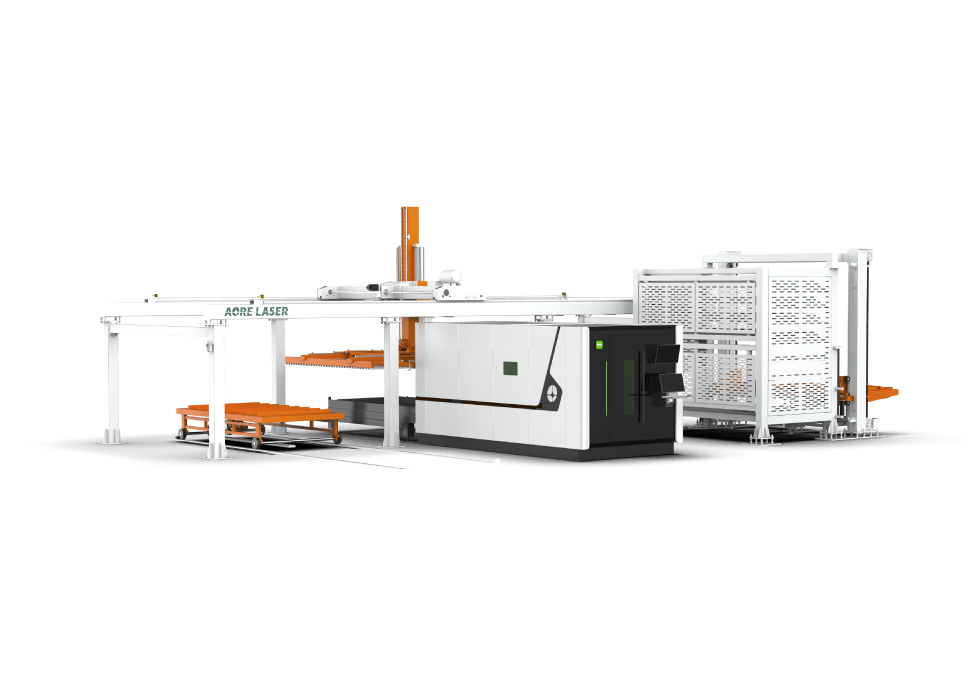
Sistema Automatizado de Carga y Descarga de Perfiles
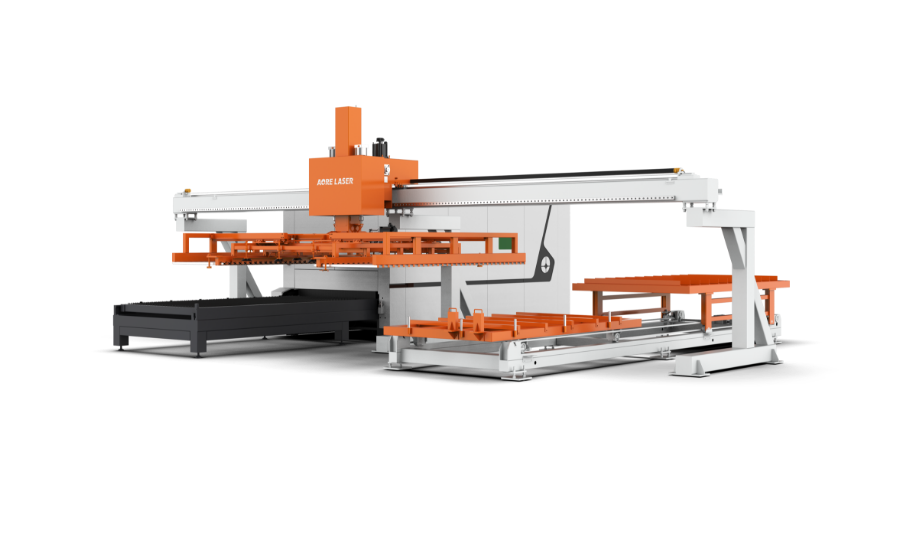
Cargador/descargador de chapa metálica para almacén
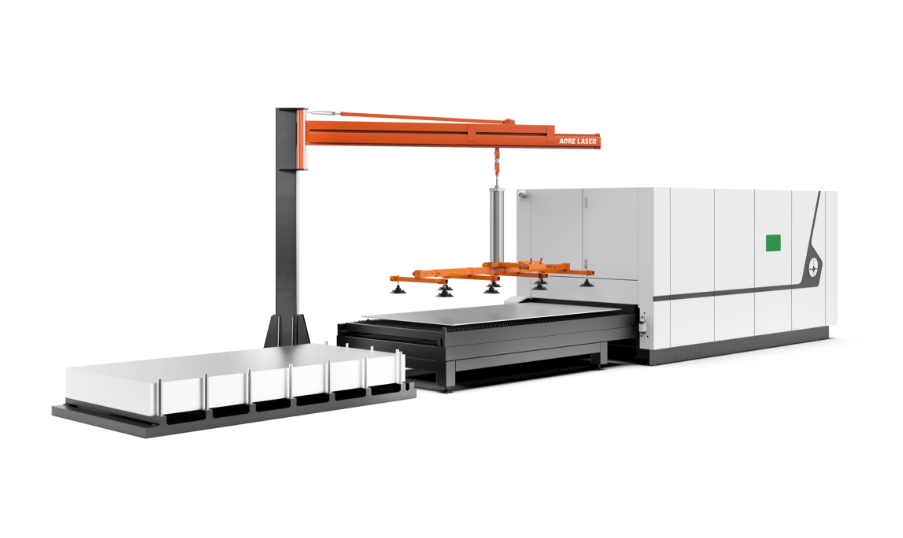
Dispositivo automático de carga de chapa metálica
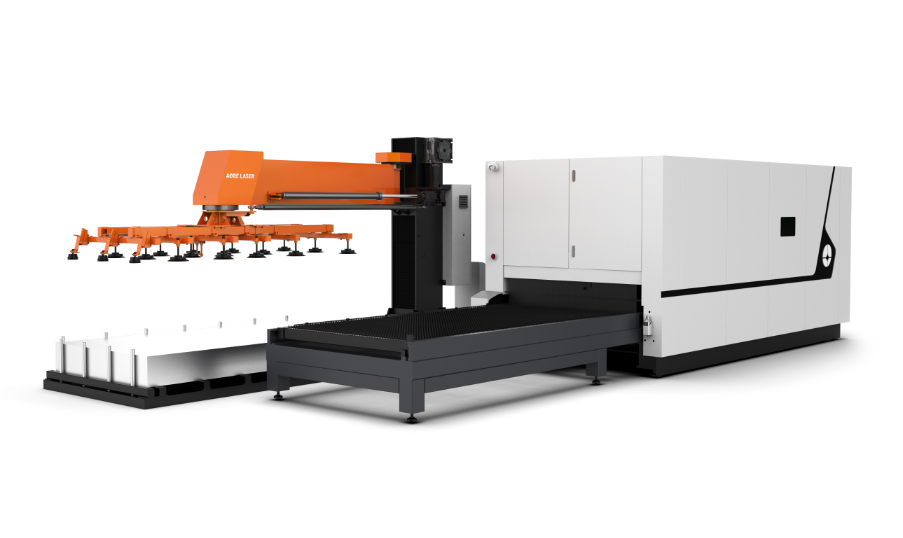
Dispositivo automático de carga de chapa en voladizo
Dispositivo de carga de chapa metálica en voladizo
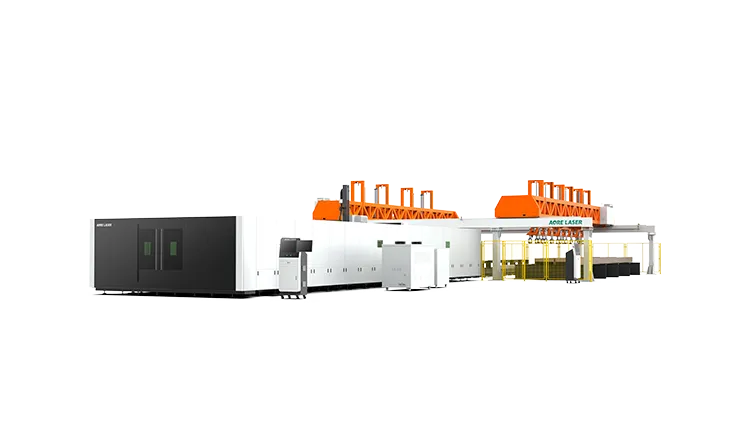
Línea inteligente de producción de chapa metálica
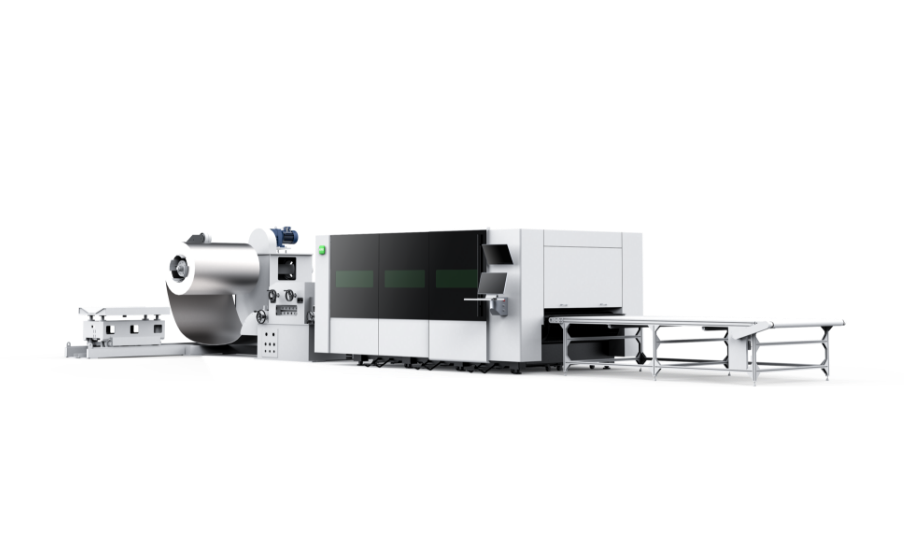
Línea de producción de corte por láser de bobinas
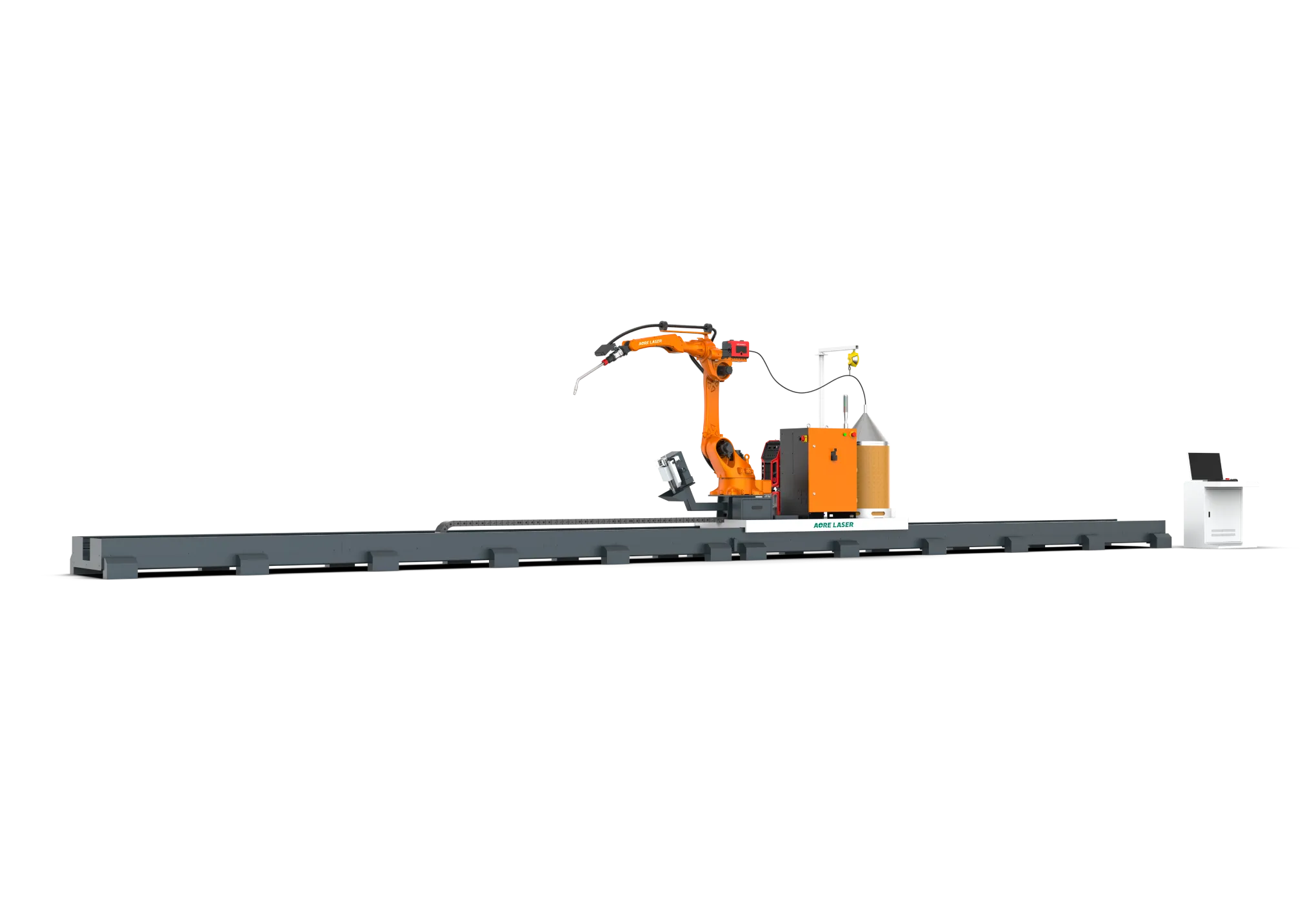
Estación de soldadura inteligente
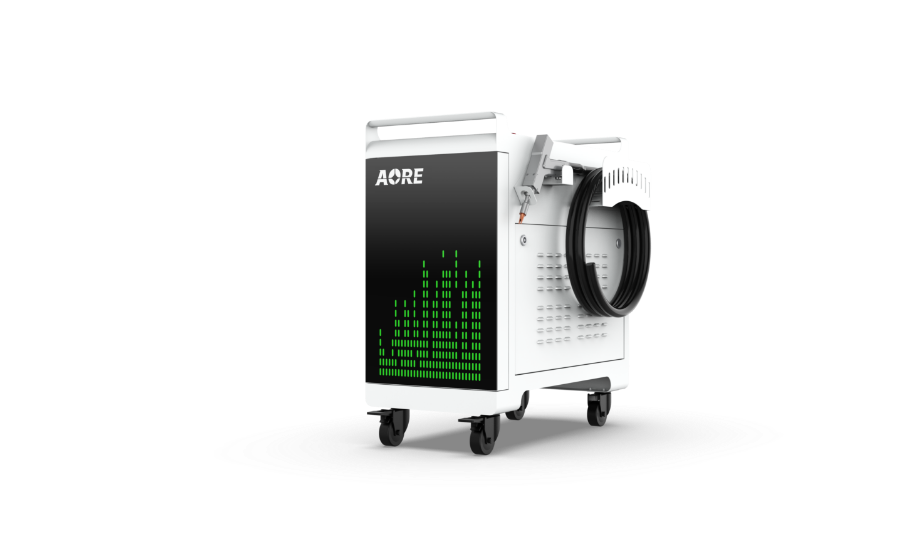
3kW
Máquina de soldadura láser portátil refrigerada por agua
Máquina de limpieza láser portátil refrigerada por agua
* Nombre
* E-mail
* Teléfono o WhatsApp
* País
* Ciudad
Unidades
* Material de corte
* Mensaje
Descripción del problema
Muchos usuarios informan que, tras un uso prolongado, su máquina de corte láser empieza a producir agujeros redondos imperfectos (por ejemplo, de 30 mm de diámetro). En lugar de círculos limpios, los cortes parecen ovalados o poligonales, lo que afecta significativamente la precisión de la pieza.
Causas Raíz de Agujeros No Redondos en Máquinas de Corte Láser
1. Parámetros de Movimiento Incorrectos
Aceleración/tirones excesivos causan tensión mecánica en los engranajes.
Una velocidad de ralentí alta (>40 mm/min) empeora el desgaste con el tiempo.
Un suavizado de esquinas (filtro paso bajo) demasiado alto (>4 Hz) distorsiona las trayectorias circulares.
2. Desgaste Mecánico en los Sistemas de Transmisión
El uso prolongado genera holgura en los engranajes y la cremallera.
Los engranajes reductores desgastados pierden precisión de posicionamiento.
Huelga de engrane inadecuada (debe ser de 0,06 mm para los ejes X/Y).
3. Componentes de Movimiento Fallidos
Los reductores gravemente dañados no mantienen la precisión incluso después del ajuste.
Soluciones probadas para restaurar la precisión del corte circular
✔ Optimización de parámetros para máquinas de corte láser
Parámetro
Nota: Consulte el manual de su máquina de corte láser para conocer los ajustes específicos del modelo (por ejemplo, los valores predeterminados de la serie FM).
✔ Procedimiento de mantenimiento de engranajes/cremallera
Compruebe la holgura con un alambre de soldadura de 0,5 mm
Ajuste la holgura de engrane a 0,06 mm (eje X con accionamiento simple) / 0,06 mm x2 (eje Y con accionamiento doble)
Reapriete todos los soportes con una llave dinamométrica
✔ Cuándo reemplazar componentes
Si los orificios permanecen deformados después de:
Ajustes de parámetros Y
Recalibración mecánica → Reemplace el reductor
La Pakistan Industrial Expo 2024 finaliza con éxito
Láser Aore en Fabex 2024: Liderando con innovación
Aorelaser utiliza cookies esenciales para garantizar el funcionamiento del sitio web, mientras que otras nos ayudan a mejorar su experiencia de usuario. Al hacer clic en "Aceptar todas", acepta el uso de todas las cookies. También puede cambiar la configuración de cookies accediendo a sus preferencias. Para obtener más información sobre las cookies, consulte nuestra Política de cookies. (El periodo de almacenamiento de datos es de 7 días).
Las cookies esenciales habilitan la funcionalidad básica y son necesarias para que el sitio web funcione correctamente.
Las cookies de preferencia permiten que los sitios web recuerden tus preferencias (como el idioma) y te brinden una experiencia más personalizada.
Las cookies de estadísticas recopilan información de forma anónima. Esta información nos ayuda a comprender cómo nuestros visitantes utilizan nuestro sitio web.
Las cookies de marketing son utilizadas por terceros o editores para mostrar anuncios personalizados. Esto se logra mediante el seguimiento de los visitantes en los sitios web.
Las cookies de preferencia permiten que los sitios web recuerden sus opciones (como la preferencia de idioma) y brinden una experiencia más personal.