12-40kW
6-60kW
1.5-20kW
3-12kW
6-40kW
1.5-40kW
8-40kW
1.5-12kW
Máquina de corte por láser de fibra óptica todo en uno
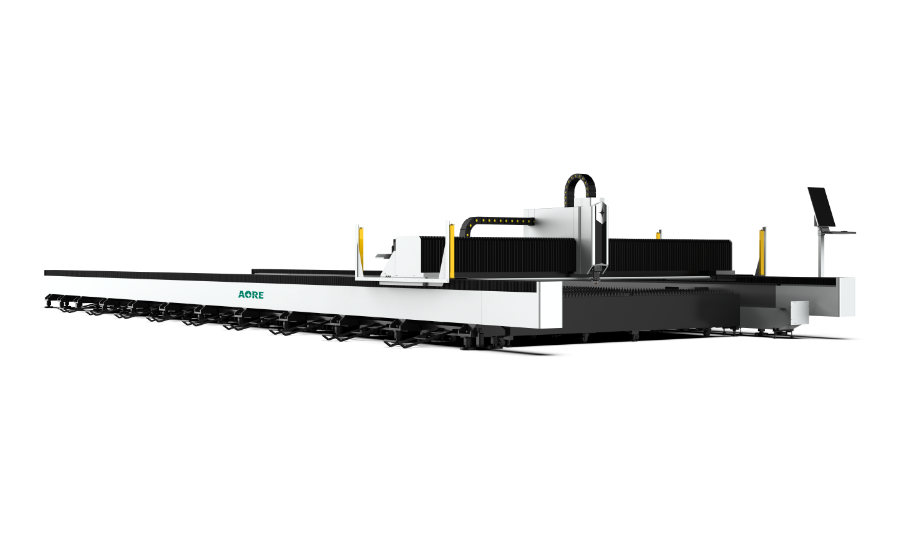
Máquina de corte por láser de fibra de láminas con riel de tierra
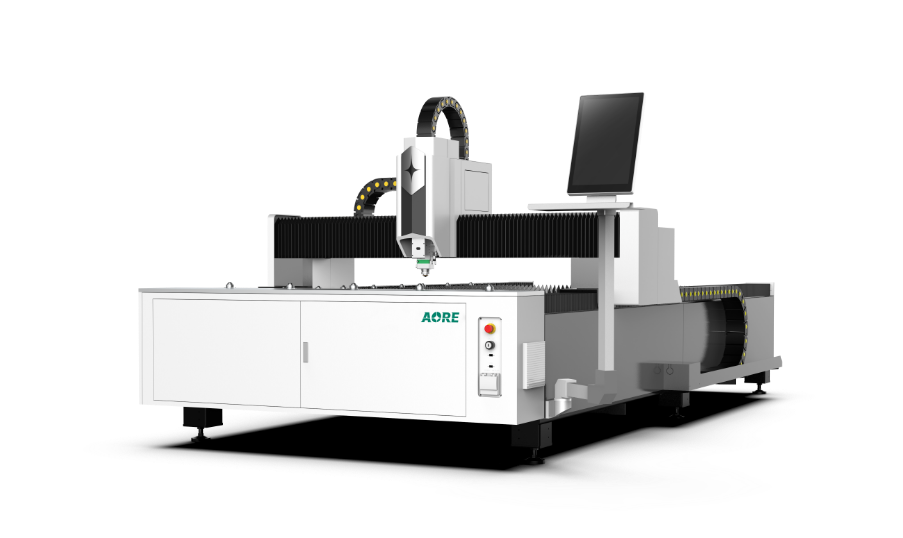
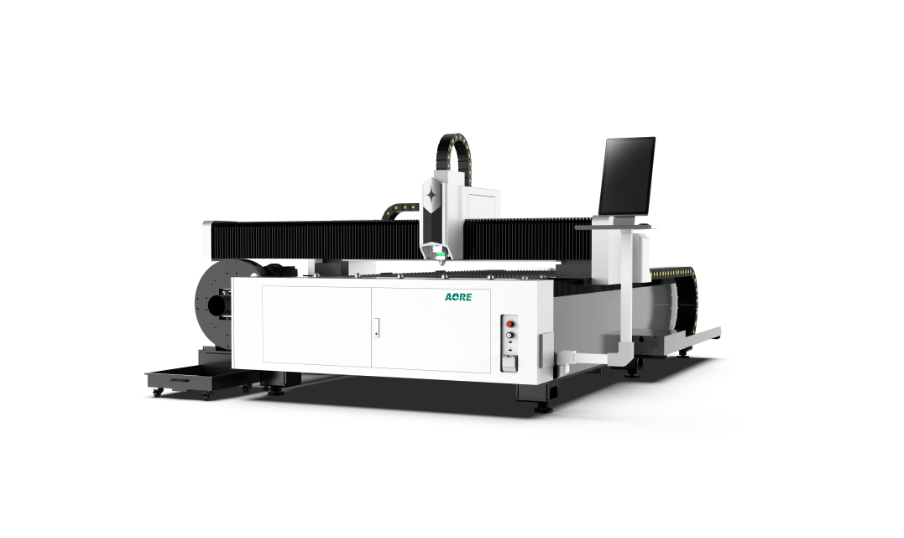
Máquina de corte láser de placas de plataforma única
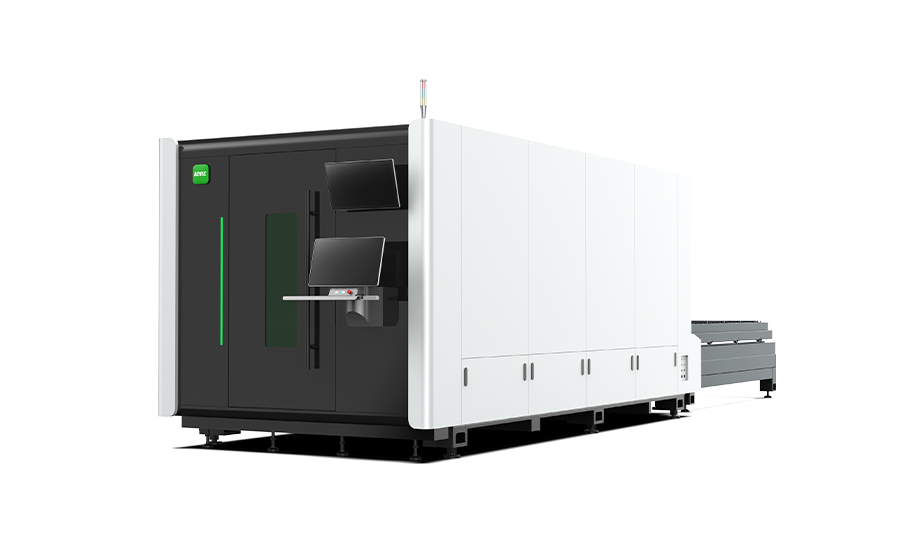
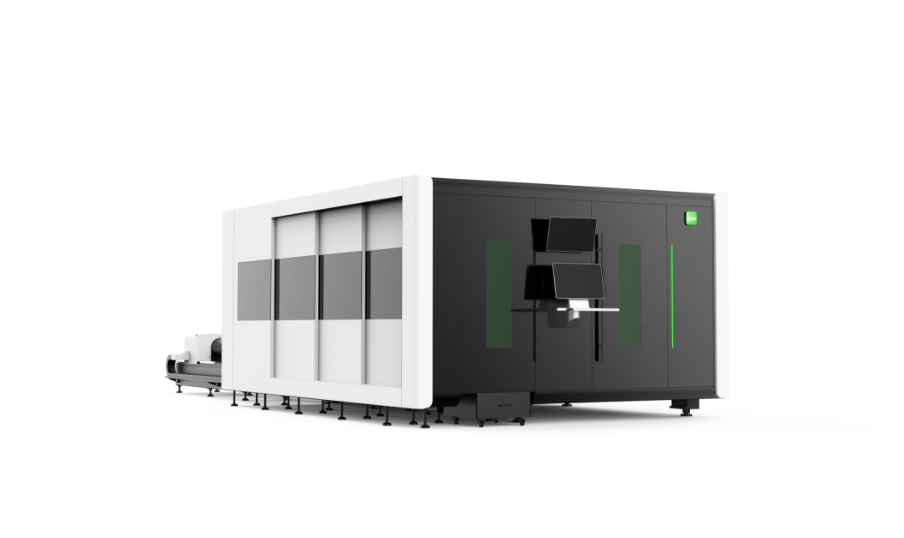
Máquina de corte láser de láminas de alta velocidad y protección total
Máquina de corte por láser de fibra de alta velocidad para láminas
Máquina de corte por láser de chapa de alta potencia
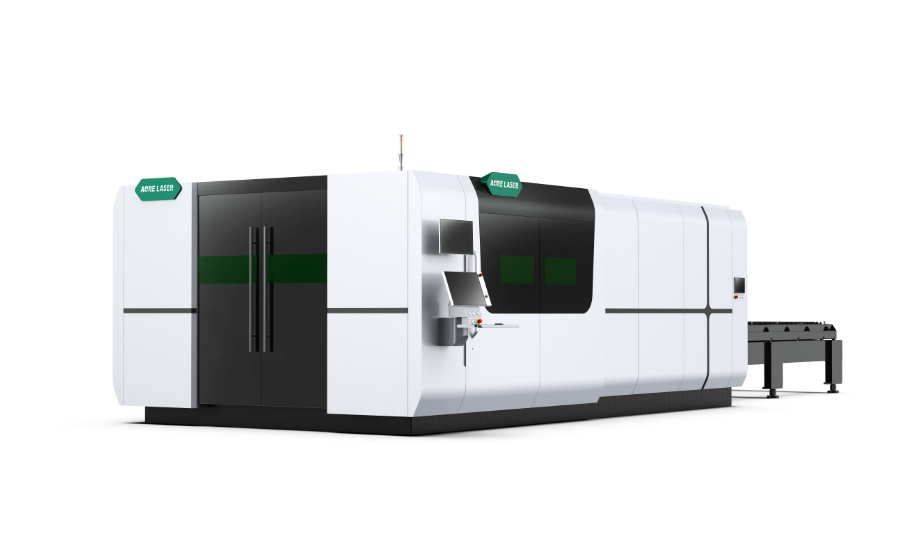
Máquina de corte en bisel por láser de fibra con protección total
Máquina de corte láser de precisión para chapa metálica
6-12KW
6-20kW
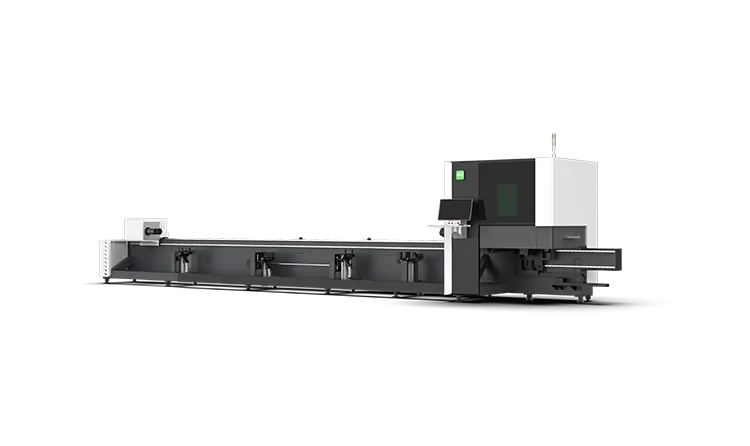
Máquina de corte láser de tubos de alta velocidad con biselado 3D
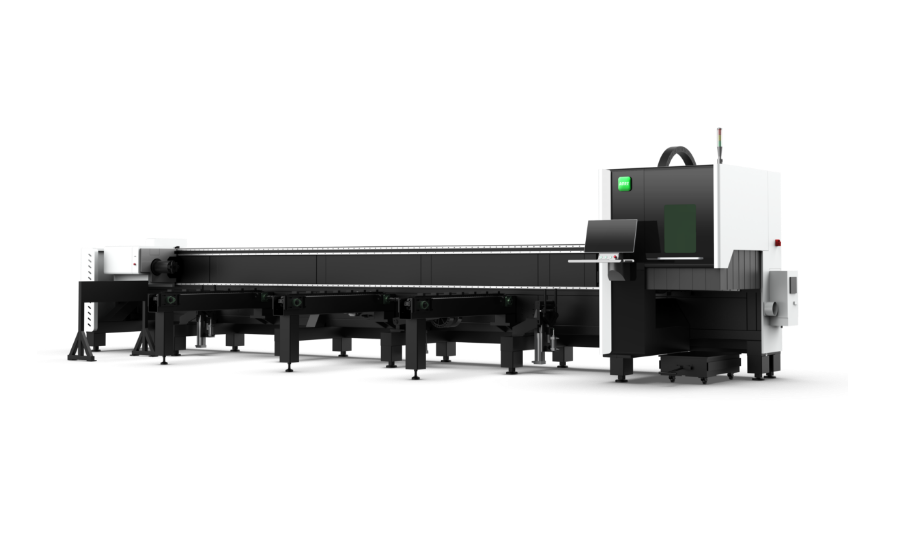
Máquina de corte láser de tubos de alta velocidad
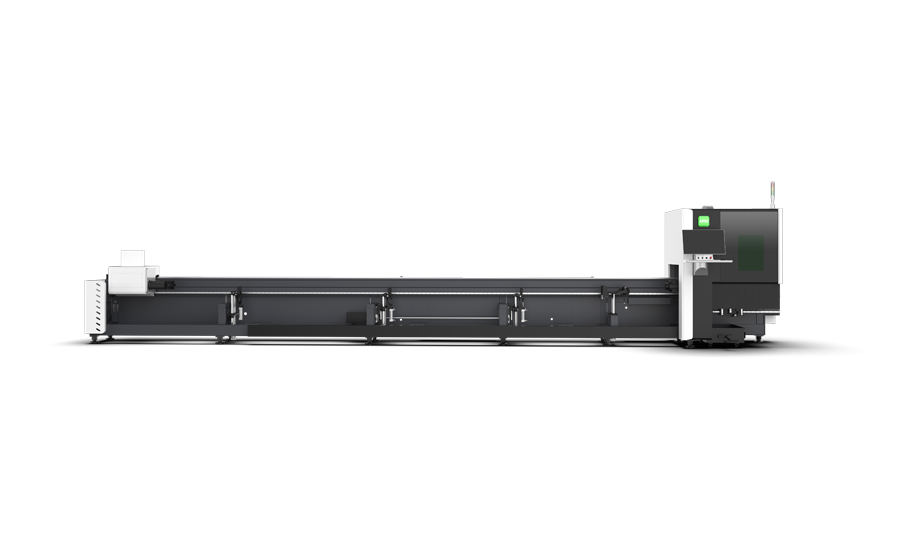
Máquina cortadora de tubos por láser de alta eficiencia
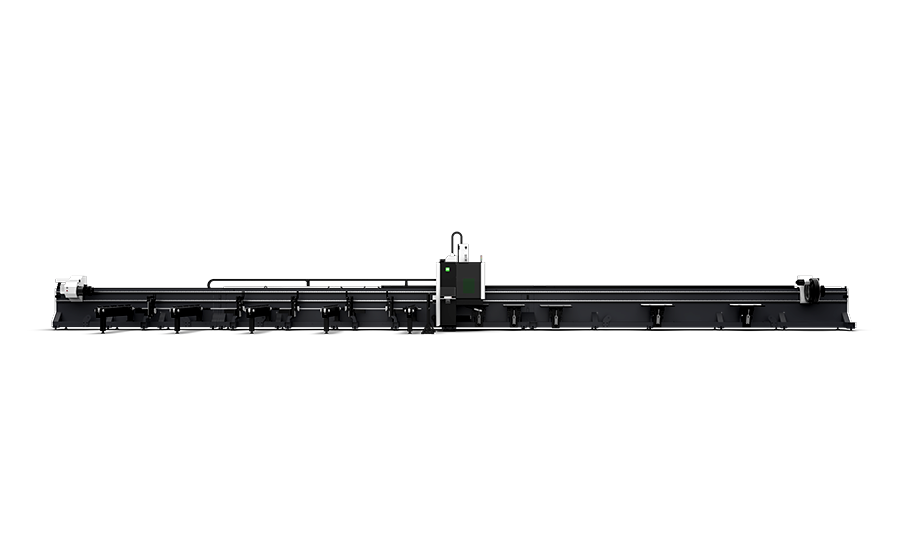
Máquina de corte láser de tubos de alta resistencia de tres mandriles
Máquina de corte por láser de fibra de tubo de tres mandriles
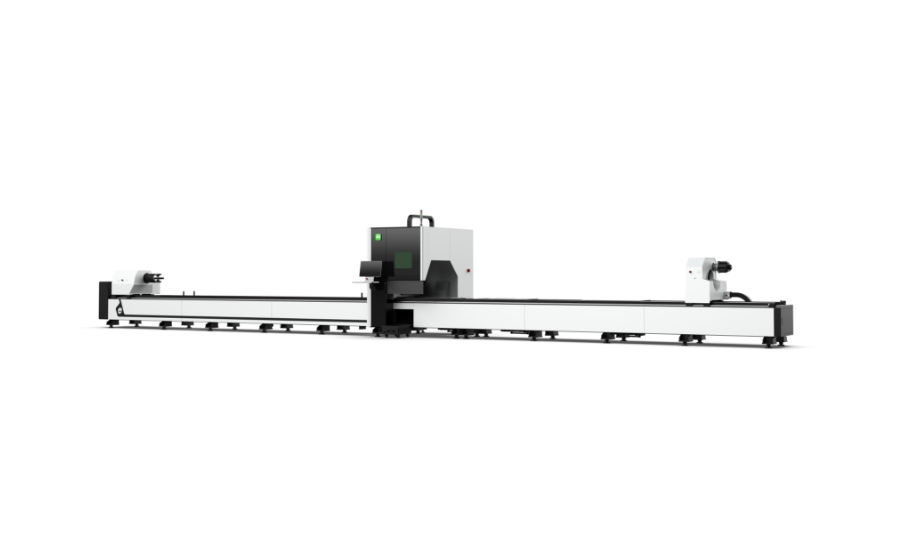
Máquina de corte por láser de fibra de cuatro mandriles para tubos de alta resistencia
Máquina de corte por láser de fibra para tubos de alta velocidad
1.5-6kW
Máquina de corte por láser de fibra de doble plataforma para láminas y tubos
Máquina de corte por láser de fibra de alta eficiencia para láminas y tubos
Máquina de corte láser de fibra óptica de cinco ejes 3D
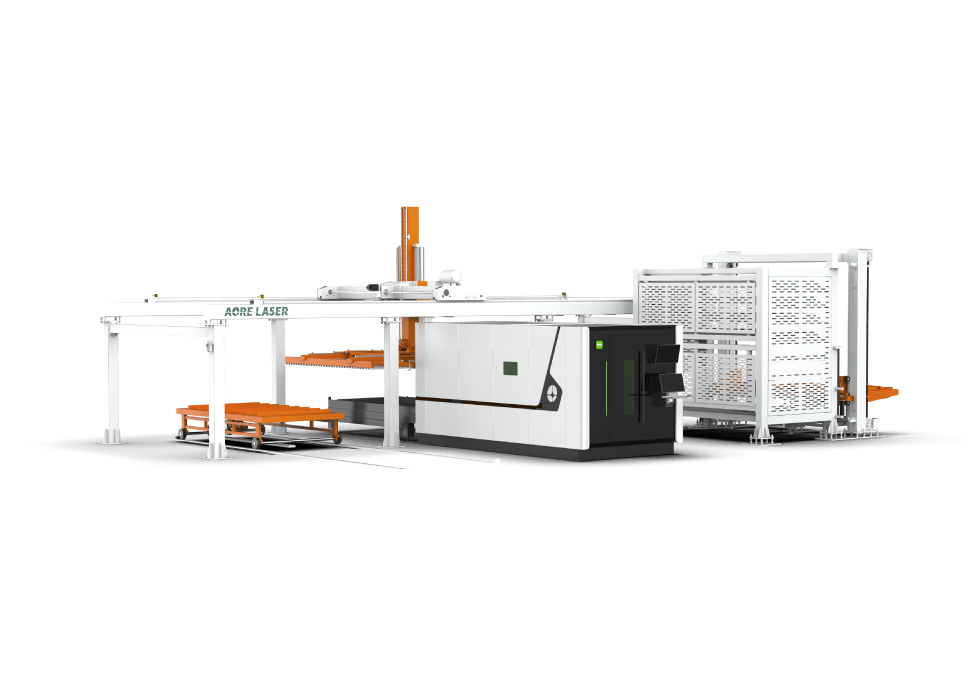
Sistema Automatizado de Carga y Descarga de Perfiles
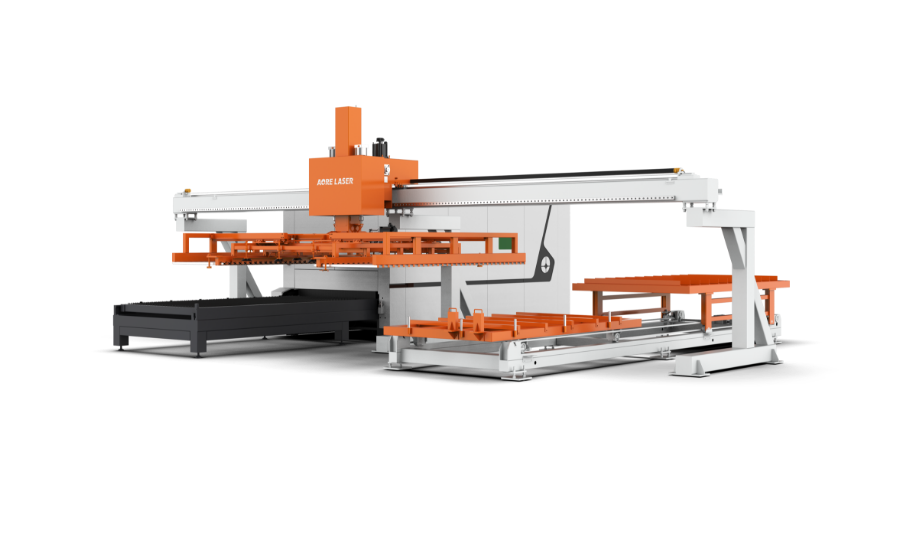
Cargador/descargador de chapa metálica para almacén
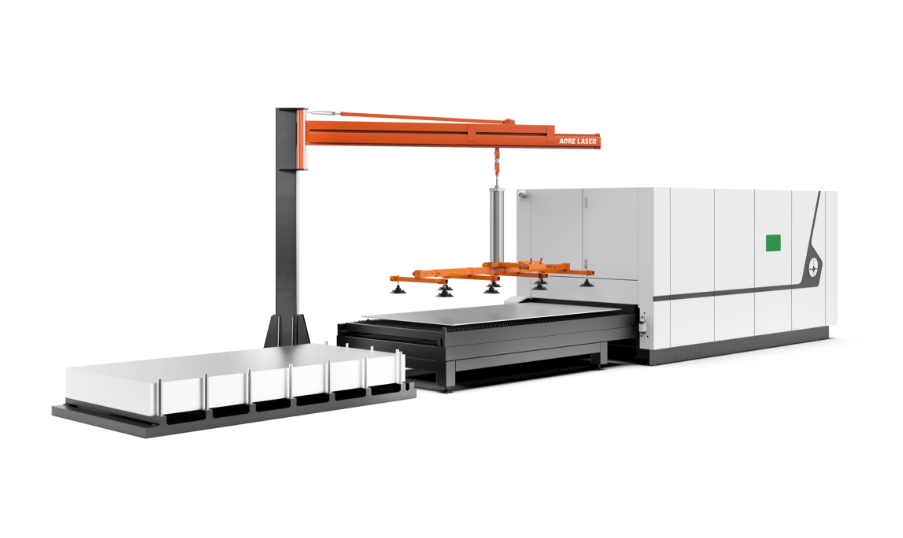
Dispositivo automático de carga de chapa metálica
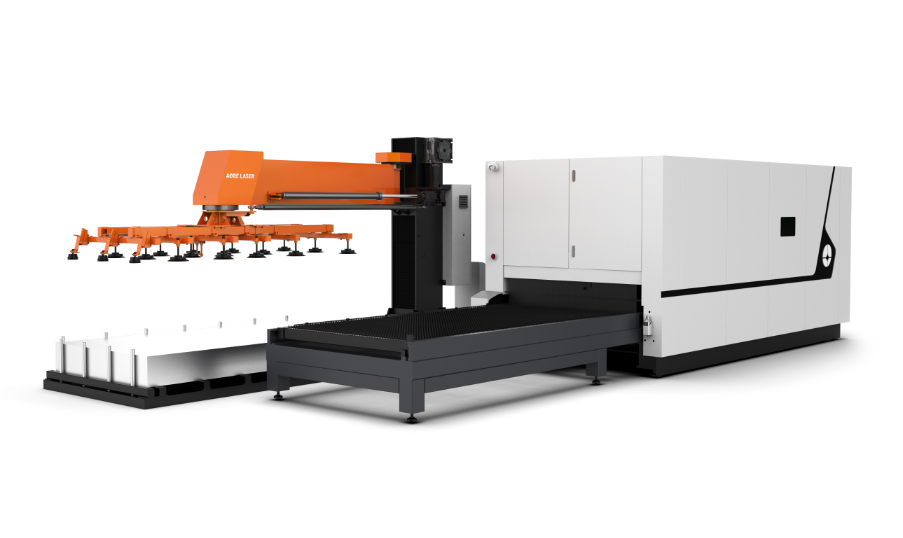
Dispositivo automático de carga de chapa en voladizo
Dispositivo de carga de chapa metálica en voladizo
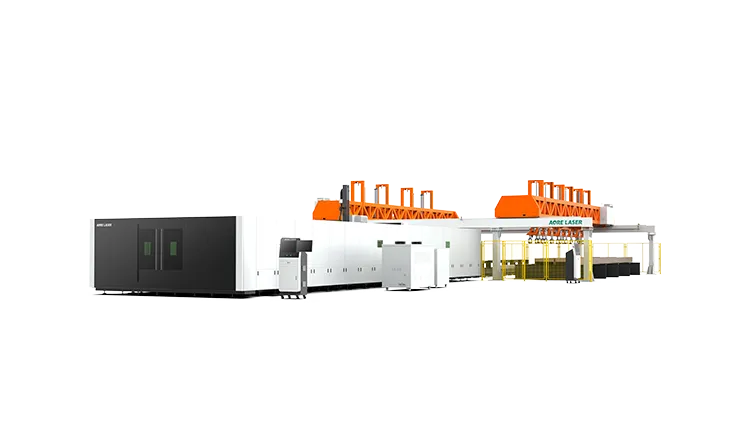
Línea inteligente de producción de chapa metálica
Línea de producción de corte por láser de bobinas
Estación de soldadura inteligente
3kW
Máquina de soldadura láser portátil refrigerada por agua
Máquina de limpieza láser portátil refrigerada por agua
* Nombre
* E-mail
* Teléfono o WhatsApp
* País
* Ciudad
Unidades
* Material de corte
* Mensaje
Muchos talleres de fabricación de chapa metálica se enfrentan a problemas como rebabas excesivas, bordes ásperos, una importante deformación térmica y velocidades de corte lentas durante el mecanizado de acero inoxidable. Estos problemas no solo aumentan el coste de los procesos de rectificado posteriores, sino que también afectan a la calidad del producto y a los plazos de entrega.
Si quieres solucionar estos problemas, lee esta entrada del blog. Aprenderás cómo conseguir cortes de acero inoxidable de mayor calidad utilizando una máquina de corte por láser de fibra .
En comparación con el corte de acero al carbono, las máquinas de corte por láser se enfrentan a desafíos significativamente mayores al cortar acero inoxidable, principalmente debido a las siguientes características:
Alta reflectividad: En comparación con el acero al carbono ordinario, el acero inoxidable tiene una menor tasa de absorción de energía láser y requiere una mayor estabilidad en los parámetros del proceso.
Alta conductividad térmica: El acero inoxidable tiene una conductividad térmica menor que el acero al carbono, por lo que el calor tiende a acumularse más fácilmente en la zona de corte.
Alto punto de fusión y viscosidad: El acero inoxidable tiene un punto de fusión de aproximadamente 1400–1500 °C y una alta viscosidad en estado fundido. Por consiguiente, se requiere una mayor densidad de energía láser para fundir completamente el material y eliminar la escoria.
Impacto de los elementos de aleación: El acero inoxidable contiene elementos de aleación como cromo, níquel y molibdeno. A altas temperaturas, estos elementos forman óxidos refractarios, lo que dificulta el corte y puede reducir la calidad del filo.
La potencia de la máquina de corte láser CNC es el factor más crítico que determina la capacidad y la eficiencia del corte del acero inoxidable. Una potencia insuficiente conlleva una penetración incompleta, velocidades de corte lentas y una mayor formación de rebabas; por el contrario, una potencia excesiva produce cortes demasiado anchos, ablación de los bordes y deformación del material.
La velocidad de corte está estrechamente relacionada con la potencia del láser; ambas deben coincidir con precisión para lograr resultados de corte óptimos.
Demasiado rápido: Esto puede provocar un corte incompleto y que no se elimine completamente la escoria, lo que da lugar a rebabas en la superficie inferior.
Demasiado lento: Esto puede provocar una fusión excesiva del material, bordes ásperos, una zona afectada por el calor expandida e incluso perforaciones.
El gas auxiliar desempeña un papel crucial en el corte de acero inoxidable; no solo elimina la escoria, sino que también protege los bordes cortados de la oxidación. El nitrógeno y el oxígeno son gases auxiliares comúnmente utilizados para el corte de acero inoxidable, y existen diferencias significativas en su rendimiento de corte y aplicaciones adecuadas.
Cada una tiene sus propias ventajas y desventajas y es adecuada para diferentes escenarios:
Para la mayoría de las aplicaciones en acero inoxidable, especialmente aquellas que requieren un acabado superficial y una soldabilidad excelentes, el corte con nitrógeno es el método preferido. El corte con oxígeno solo debe considerarse para mejorar la eficiencia al cortar placas de más de 12 mm de espesor, cuando la calidad del borde no es un requisito crítico.
La posición del foco del láser afecta directamente a la distribución de la densidad de energía en la superficie de corte y es uno de los parámetros clave que determinan la calidad del corte.
Al cortar láminas delgadas de acero inoxidable, generalmente se centra la atención en la superficie del material o ligeramente por encima de ella para lograr un corte estrecho y una superficie lisa.
Al cortar planchas gruesas, a menudo se coloca el foco en el interior del material para aumentar el ancho de la zona fundida y mejorar las condiciones de evacuación del material fundido.
La boquilla es el consumible más a menudo pasado por alto, pero de gran influencia en el corte por láser. El diámetro del orificio, la geometría y la concentricidad de la boquilla afectan directamente la estabilidad del chorro de gas y la eficiencia de la evacuación del material fundido.
La boquilla debe mantenerse limpia y su concentricidad debe comprobarse periódicamente. Una boquilla dañada o deformada puede provocar un flujo de gas turbulento, lo que afecta gravemente a la calidad del corte, por lo que debe sustituirse de inmediato.
La calidad del propio material de acero inoxidable también afecta a los resultados del corte:
La oxidación, las manchas de aceite y los arañazos en la superficie del material reducen la absorción del láser, lo que provoca un corte inestable.
El acero inoxidable de diferentes fabricantes o lotes puede variar en composición y estado de la superficie, lo que requiere ajustes apropiados en los parámetros de corte.
Una planitud deficiente del material puede provocar desplazamientos del punto focal, lo que afecta a la consistencia del corte.
El corte sin rebabas es uno de los objetivos principales en el procesamiento del acero inoxidable; elimina la necesidad de operaciones de rectificado posteriores y mejora significativamente la eficiencia de la producción. Lograr un corte sin rebabas requiere una optimización integral de los siguientes aspectos:
Primero, seleccione el tamaño y modelo de boquilla adecuados según el grosor del acero inoxidable. Al cortar acero inoxidable con nitrógeno, asegúrese de usar una boquilla de una sola capa. Además, antes de cortar acero inoxidable con láser, verifique que la boquilla no esté dañada y que su forma sea la correcta.
El corte con nitrógeno produce bordes brillantes, libres de oxidación y rebabas. La pureza del nitrógeno debe ser de al menos el 99,99 %, y la presión debe ajustarse según el espesor de la lámina.
Las rebabas suelen estar causadas por un desajuste entre la potencia y la velocidad.
Principio de optimización: Aumente la velocidad adecuadamente cuando se acumule escoria en el fondo. Reduzca la velocidad cuando el corte no sea penetrante. Los ajustes de parámetros deben realizarse gradualmente.
Para aceros inoxidables de diferentes espesores, el punto focal óptimo debe determinarse mediante pruebas. En general, cuanto más gruesa sea la lámina, menor deberá ser el punto focal.
Si desea obtener más información sobre los detalles técnicos del corte láser de acero inoxidable o necesita ayuda para seleccionar la máquina de corte láser de acero inoxidable adecuada para sus instalaciones, póngase en contacto con el equipo de profesionales de AORE Laser de inmediato. Le proporcionaremos pruebas de proceso gratuitas y soluciones personalizadas para ayudarle a lograr un procesamiento de acero inoxidable más eficiente y de mayor calidad.
P1: ¿Cuál es el mejor gas para cortar acero inoxidable?
A1: Para la mayoría de las aplicaciones, el nitrógeno es la mejor opción para cortar acero inoxidable. Produce bordes de corte brillantes y libres de oxidación que se pueden soldar inmediatamente sin ningún procesamiento posterior. El oxígeno solo debe considerarse para aumentar la velocidad de corte al cortar placas de más de 12 mm de espesor y cuando la apariencia no es una preocupación importante.
P2: ¿Por qué mi acero inoxidable siempre tiene rebabas después de cortarlo?
A2: Las rebabas son el problema más común en el corte de acero inoxidable. Las principales causas incluyen: potencia láser insuficiente, velocidad de corte excesiva, baja presión de gas, punto focal demasiado alto o boquilla dañada. Puede solucionar el problema y ajustar los parámetros uno por uno en este orden.
P3: ¿Puede un láser de CO2 cortar acero inoxidable?
A3: Sí, un láser de CO2 puede cortar acero inoxidable, pero solo si la máquina es un sistema industrial de alta potencia equipado con gas de asistencia a alta presión.
P4: ¿Qué tan preciso es el corte por láser?
A4: Las tolerancias suelen ser de ±0,15 mm, dependiendo del material y el espesor.
Aore Laser presenta el innovador láser F6020 en MetaLTECH Malasia 2025
Láser Aore en Fabex 2024: Liderando con innovación
Aorelaser utiliza cookies esenciales para garantizar el funcionamiento del sitio web, mientras que otras nos ayudan a mejorar su experiencia de usuario. Al hacer clic en "Aceptar todas", acepta el uso de todas las cookies. También puede cambiar la configuración de cookies accediendo a sus preferencias. Para obtener más información sobre las cookies, consulte nuestra Política de cookies. (El periodo de almacenamiento de datos es de 7 días).
Las cookies esenciales habilitan la funcionalidad básica y son necesarias para que el sitio web funcione correctamente.
Las cookies de preferencia permiten que los sitios web recuerden tus preferencias (como el idioma) y te brinden una experiencia más personalizada.
Las cookies de estadísticas recopilan información de forma anónima. Esta información nos ayuda a comprender cómo nuestros visitantes utilizan nuestro sitio web.
Las cookies de marketing son utilizadas por terceros o editores para mostrar anuncios personalizados. Esto se logra mediante el seguimiento de los visitantes en los sitios web.
Las cookies de preferencia permiten que los sitios web recuerden sus opciones (como la preferencia de idioma) y brinden una experiencia más personal.